Балансировка коленчатого вала – процедура, о которой, при проведении ремонта ДВС, очень часто стараются не вспоминать и балансировочное оборудование оказывается, подчас, последним, что приобретается из оборудования. Дороговизна станка, отсутствие в штате балансировщика, мнимая «невостребованность» данной операции со стороны клиента…
Все это переводит участок балансировки в разряд экзотики и не нужной роскоши ремонтного предприятия. Вроде как «…появятся лишние деньги, тогда, может быть…». Между тем, как показывает практика, эксплуатация коленчатого вала, имеющего дисбаланс, ведет к снижению мощности двигателя до 10% и уменьшению ресурса его работы на 25-40%. Один этот факт подводит нас к простому и понятному выводу – балансировка не роскошь, а жизненно необходимая процедура при проведении ремонта двигателя внутреннего сгорания. Ничуть не менее важная, чем, например, восстановление фаски клапана или хонингование цилиндров. Все коленчатые валы в обязательном порядке балансируются производителем на заводах. Но ведь при шлифовке шеек при ремонте, центр масс смещается в любом случае, поэтому после шлифовки шеек во всех технологических картах ремонта ДВС значится балансировка. Балансировка имеет смысл, если предприятие ставит своей целью обеспечить качественный ремонт, а не его видимость. Если это о Вас, возможно, Вам будет полезна изложенная ниже информация о нашей продукции, как минимум, не уступающей (а по ряду технических решений и превосходящей) продукцию известных европейских и американских брэндов.
Занимаясь разработкой и производством балансировочного оборудования, самого разного по назначению и возможностям, от небольших настольных станков для балансировки легких роторов, до пятиметровых, шеститонных станков для балансировки турбин электростанций, мы не могли, разумеется, обойти вниманием узкоспециализированный сектор рынка станков для балансировки коленчатых валов. При проектировании ставились следующие задачи: качество на уровне ведущих немецких и итальянских производителей, простота в использовании, чтобы балансировщиком мог выступать практически любой слесарь, умеющий работать с ПК, но при всем этом стоимостью, ниже чем у коллег из России и Украины. Задачи, казавшиеся невыполнимыми, если не учитывать наличие колоссального опыта практической работы по балансировке, кропотливого изучения образцов всех ведущих производителей и большого конструкторского и инженерного таланта. Давайте посмотрим, оценим и сравним нашу гордость – серийно выпускаемый станок ТБ300.
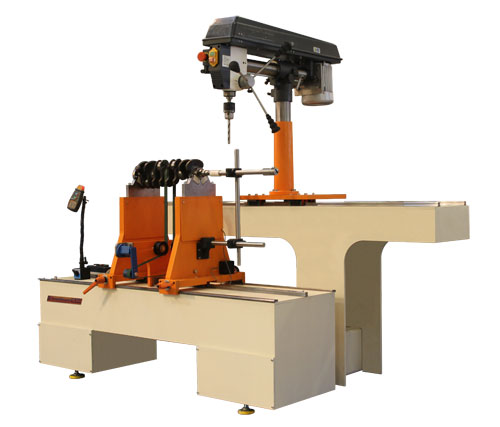
Cтанок для балансировки коленвалов ДВС, модель ТБ 300.
Итак, начнем с технических характеристик. ТБ 300 позволяет балансировать коленчатые валы весом от 5 до 300 кг, с расстоянием между шейками, от 120 до 1450 мм. Такой диапазон обеспечивает возможность обрабатывать практически все коленчатые валы, используемые в двигателях, начиная от мотоциклов и заканчивая тяжелой спецтехникой. Исключение составит лишь минимальный процент грузовой техники, преимущественно американского производства, с поистине гигантскими, 2-х и более метровыми коленвалами. Есть станок и для таких валов, но речь о таком оборудовании мы поведем в следующих наших статьях.
Традиционно, станины станков изготавливаются либо чугунными, цельнолитыми, либо бетонными (в частности американские образцы не имеют даже металлической арматуры и опалубки). Также, есть «умельцы», использующие в качестве станины швеллер или трубы, заполненные песком. В нашем случае мы разработали сложную каркасную конструкцию из стали, с рассчитанными ребрами жесткости внутри, заполненную специальным, вибропоглощающим полимербетоном. Зачем? Дело в том, что мы разрабатывали станок для реальных производственных участков, когда в непосредственной близости с ним будет другое работающее оборудование.
Станок устанавливется на 4 регулируемых виброопоры, дополнительно гасящих колебания и одновременно позволяющих легко выравнивать станок при размещении в цеху строго в горизонтальной плоскости. Отдельно отметим, что наша конструкции позволяет также легко, с помощью простой роклы, осуществлять транспортировку станка, что порой бывает очень желательно в условиях перепланировки или расширения ремонтного участка. А попробуйте переместить балансировочный станок, «станиной» которого является залитый фундамент, как у некоторых производителей.
Станина перед покраской обрабатывается специальным упругим полимерным составом, который дополнительно защищает поверхность от возможного повреждения, коррозии и уменьшает вибрацию.
Теперь стойки, на которых размещается балансируемый коленвал. Практически во всех моделях балансировочного оборудования, они подвижные, обеспечивающие возможность укладки на них коленвалов разной длины. Вопрос в том, насколько они подвижны. Постоянно перемещать двумя руками не легкую стойку по салазкам, либо с помощью ключа передвигать её по цепи задача хоть и не для спортсмена-армрестлера, но явно не самая приятная процедура для работающего со станком балансировщика. А если балансируемый вал весит килограммов этак 200? Учтя эти жалобы, мы использовали в своей конструкции системы линейных перемещений, позволяющие перемещать стойку буквально указательным пальцем. Аналогичное техническое решение применено в конструкции подвижного сверлильного портала. Также, мы комплектуем свой станок специальными укладчиками/домкратами. Когда тяжелый вал укладывается сначала на домкраты, а потом уже с них, без ударов, мягко, перекладывается на стойки. Да и при корректировки дисбаланса (сверлении), укладчики незаменимы, так как сверлить тяжелый вал на роликовом блоке сложно.
Теперь балансировка. Здесь, при разработке измерительной системы, мы попытались максимально снизить частоту вращения балансируемого ротора, превзойдя по этому параметру большинство аналогов. Согласитесь, как с точки зрения элементарной техники безопасности, так и по соображениям экономии времени и ресурса привода, лучше, чтобы трехсоткилограммовый вал, да ещё нагруженный противовесами вращался рядом с вами со скоростью не 500 или 800, а всего лишь 200 оборотов в минуту.
Еще одна «мелочь» из пожеланий балансировщиков-практиков – выносной пульт управления приводом вращения. Обычно управление приводом вращения осуществляется со стойки диагностического компьютера. Которая в лучшем случае, – где-то сбоку и к ней нужно поворачиваться, отвлекаясь от непосредственно балансируемой детали. Запустив вращение вала и увидев, что вал «пополз», немедленно остановить вращение с пульта гораздо безопаснее, чем бежать к стойке.
Отдельный разговор о качестве изготовления станка. Мы принципиально используем при производстве только качественные комплектующие, начиная от подшипников (только оригинальный немецкий SKF), и заканчивая ручками, натяжными роликами, соединительными элементами. Ни один, даже самый привередливый пользователь, «ощупывавший» станок и рассматривавший его чуть ли не через микроскоп, не смог придраться к качеству изделия, даже в сравнении с продукцией американских и европейских брэндов. И мы подтверждаем это, предоставляя на все механические части станка гарантию в 36 месяцев.
А как же на счет цены, спросите Вы? Наверняка наш станок должен был получиться «золотым» с учетом написанного выше? Отнюдь! В базовой комплектации, со сверлильным порталом и измерительным комплексом на базе ноутбука, его стоимость составляет 570 000 рублей. Схожий аналог от американской Hines, модель Liberator (максимальный вес балансируемого коленвала по паспорту, кстати – всего до 227кг (в самой «богатой» комплектации), бетонная станина (без стальной арматуры, опалубки и прочего), обычные салазки под стойки и проч.), обойдется сегодня покупателю от 1 700 000 рублей. Как говорится, почувствуйте разницу и посчитайте деньги.
На сегодняшний день, достаточно большой ряд предприятий уже работает на станках серии ТБ. Но мы хотим обратить Ваше внимание на две из них. Первая – это Курское ОАО «Прибор», входящее в концерн «Авионика». Предприятия авиационной отрасли знают толк в балансировке и нам лестно, что такая крупная и известная компания выбрала из всего многообразия, представленного на рынке именно наше оборудование.
Не менее знаковым является ещё одно предприятие, которое мы хотим упомянуть — ОАО «Ремдизель» (структурное подразделение ОАО КАМАЗ) из Набережных Челнов, занимающееся гарантийным ремонтом двигателей КАМАЗ. Главным их требованием при выборе оборудования, была надежность, простота в использовании, способность выдержать значительные объемы балансировки. Наша компания выиграла конкурс на разработку и поставку специального станка для балансировки маховиков и корзин сцепления, лишний раз доказав, что в России возможно производить качественное современное оборудование по очень привлекательным ценам.
